LIFT-OFF
While the structuring via etching is done via the partial erosion of a full-surface coating of the substrate through a (e.g. resist) mask, in the lift-off procedure, the material is only deposited at sites which are not protected by a resist mask. The following text describes the requirements for obtaining a suitable resist mask, problems in terms of their coating, as well as the final removal of the resist mask with the material deposited on it.
Basic Principle
Process Sequence
The figure shows the basic differences in process sequences when structuring films via etching (left column) and lift-off (right column). While for etching processes, photoresist processing is performed on a previously applied coating, in lift-off processing, the coating is applied to existing photoresist structures. The subsequent actual lift-off removes the resist structures together with the material deposited thereon, while the material applied directly to the substrate through the openings of the resist mask remains there as desired. As the diagram shows, the photomask for resist processing must be inverted or alternated between a positive and a negative processing of the photoresist when changing between an etching and lift-off process.
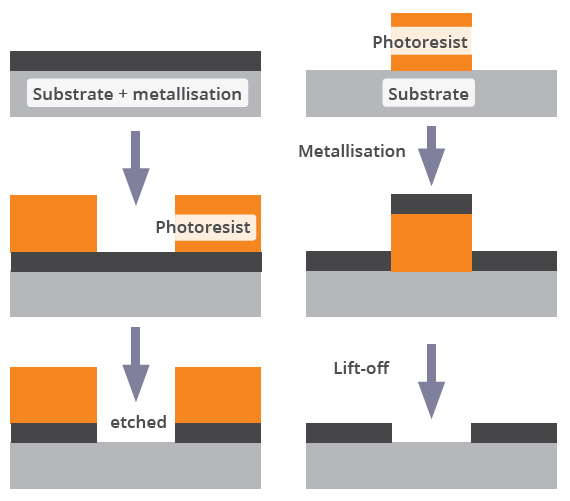
The basic process sequence of the structuring of a (e.g. metal) layer via etching processes (left) and lift-off (right).
Advantages and Disadvantages Compared to Etching Processes
The lift-off procedure only then achieves reproducible defi ned structures when a coating of the resist sidewalls is prevented which is impossible in isotropic sputter processes. With some materials such as gold or silicon nitride, wetchemical etching is problematic due to the poor adhesion of the resist masks applied to it and therefore dry etching or lift-off is a reasonable alternative. Wetchemical etching processes are not applicable if the required chemicals cannot be used for, e.g. work safety reasons. If there is a high heating of the substrate due to the coating process and its duration, lift-off processes are critical, because here the already existing photoresist structures are thermally aff ected (softening or strong cross-linking).
Photoresists for Lift-off Processes
Positive Resists
If neither the need for a high thermal stability against softening during the coating of resist structures, nor the specification of undercut resist profiles is present, the use of positive resists for lift-off processes can be in principle reasonable. To minimise unwanted coating of the resist sidewalls, we recommend the measures listed to achieve resist profiles which are as vertical as possible. For coating processes carried out at higher temperatures, the use of thermally stable photoresists with comparatively high softening temperatures for positive resists such as the AZ® 701 MiR or the AZ® ECI 3000 series can make sense.
Negative Resists
For lift-off optimized negative resists combine two often important properties: Depending on the resist, a more or less pronounced undercut can be achieved in the developed resist profiles, and the cross-linking prevents thermal softening of the resist structures during the coating. If, however, the temperature rises too much, the cross-linking degree of the resist can increase so far that the subsequent lift-off becomes difficult or impossible.The resist series optimised for lift-off applications are the negative resists of the AZ® nLOF 2000 family with resist thicknesses between approx. 2 and 10 μm.
Image Reversal Resists
In the negative mode, reversal resists enable a resist profile that is undercut within certain limits without any appreciable cross-linking during processing. As a result, the resist structures remain susceptible to thermal softening rounding during the coating, but can be lifted more easily compared to cross-linking negative resists.
The Deposition
Sputtering or Evaporation?
During sputtering, the deposition of the material is more or less isotropic, resulting in the sidewalls of even greatly undercut resist structures also being coated. The lift-off medium can only dissolve the resist structures if it manages to diffuse through the coated resist sidewalls, which limits the thickness of the sputtered layers to a maximum of a few 100 nm for reproducible lift-off applications. The evaporation of the films is directionally which results in even positive resist sidewalls only being coated to a slight extent and the sidewalls of undercut resist profiles are not coated at all. As a result, a clean lift-off is possible usually trouble-free even with thicker films.
Thermal Effects on the Resist Structures
and thus the resist structures can be heated via a substrate heater, the radiation from the evaporator source, the condensing heat of the growing film or the kinetic energy of the ions from the plasma above the softening temperature of the resist used. In this case, the resist structures deform and soften and thus are fully coated over their entire surface, which makes the subsequent lift-off more difficult or impossible. Remedies against thermal rounding provide
- a thermally more stable photoresist like the AZ® 701 MiR or the AZ® ECI 3000 series
- an optimised heat coupling of the substrate to its holder (e.g. some drops of turbo pump oil for proper heat transfer from strained, curved substrates)
- a sufficiently high heat buffer (massive substrate holder construction) or
- heat removal (e.g. black anodised aluminium as rear infrared radiator) from the substrate holder
- deep UV curing or
- a reduced deposition rate or a multi-level coating with intermediate cooling pauses.
Nitrogen Formation in Case of Positive Resists
The developed structures of DNQ-based positive resists are still photoactive and when coated by short-wavelength radiation from the evaporator source or plasma, can be exposed to ultraviolet radiation during sputtering or CVD processes. Hereby nitrogen is released, which, enclosed under the growing (metal) film, can form bubbles in the resist film which softens at higher temperatures.
Structures Look "Torn" or Wavy after Coating
In order to anticipate this unwanted exposure together with the release of the nitrogen of the coating, a flood exposure without a mask is used with a sufficiently high (approximately two to three-fold light dose of the structure-providing exposure) dose of the developed positive resist structures. In order to allow the nitrogen formed to be diffused out before the following vacuum coating process, a subsequent waiting time is important, whose duration is strongly dependent on the resist film thickness and typically lasts between a few minutes for resist films of a few μm thickness and up to hours for 10 μm or thicker photoresists. Image reversal resists in the reversal mode do not need this flood exposure, since the resist structures are no longer photosensitive due to the image reversal process. The negative resists optimised for the lift-off, such as the AZ® nLOF 2000 negative resist series, do not release any nitrogen or other gases during exposure.
The Lift-off
Suitable Lift-off Media
Generally all organic solvents are suitable as a lift-off medium, but low-boiling solvents such as acetone are not recommended: For one, it cannot be heated up to accelerate the lift-off, for another, quickly evaporating solvents carry the risk of the re-depositing of lifted (metal) particles on the substrate, which can hardly be removed. For clean and reproducible lift-off processes, we recommend high boiling solvent mixtures in the TechniStrip® series (such as the NI 555 for the AZ® nLOF 2000 negative resists), which can also lift off cross-linked resist structures at higher temperatures and are compatible with most common substrate materials except III/V compounds.
"Fences" after Lift-off
If the resist sidewalls have been coated during deposition, lift-off occurs at a more or less random location where the lift-off medium manages to penetrate the coated film. As a consequence, fence-like structures keep on the substrate after lift-off. In this case, the following work-arounds might help:
- Thermal evaporation instead of sputtering makes the deposition much more directed, and the resist sidewalls remain uncoated.
- In case of the requirement to use positive resists in combination with directed evaporation, the realisation and maintenance of steep resist sidewalls
- When using image reversal - or negative resists, the application of process parameters for pronounced undercut resist profiles
- If the resist features are not cross-linked, care has to be taken that no softening occurs during coating.









