FOTOLACKE
Positiv-, Negativ- und Umkehrlack
Bei Positivlacken werden belichtete Bereiche durch die dort statt findende Bildung einer Indenkarbonsäure im Entwickler löslich. Da Positivlacke nicht quervernetzen, führt ein Überschreiten ihres Erweichungspunkts (ca. 100-130°C) zu einem Verrunden der Lackprofile.
Negativlacke wie die AZ® nLOF 2000 Serie oder AZ® 15nXT und AZ® 125nXT hingegen quervernetzen an den belichteten Stellen durch einen anschließenden Backschritt (nicht erforderlich beim AZ® 125nXT) und bleiben dort nach dem Entwickeln auf dem Substrat.
Die
Quervernetzung verhindert ein Verrunden der Lackprofile auch bei hohen
Temperaturen. Allerdings kann bei hohen Prozesstemperaturen der Grad der
thermischen Quervernetzung so weit ansteigen, dass ein nasschemisches Strippen schwer bis unmöglich wird.
Umkehrlacke
können sowohl positiv als auch negativ prozessiert werden. Während im
Positivmodus die gleiche Prozessfolge die gleiche wie bei Positivlacken
ist, erfordert der Negativmodus nach der Belichtung einen
Umkehrbackschritt mit nachfolgender Flutbelichtung. Eine Quervernetzung
des Harzes findet auch im Negativmodus nur in geringem Ausmaß statt, so
dass die Lackstrukturen oberhalb des Erweichungspunktes des Lacks
verrunden.
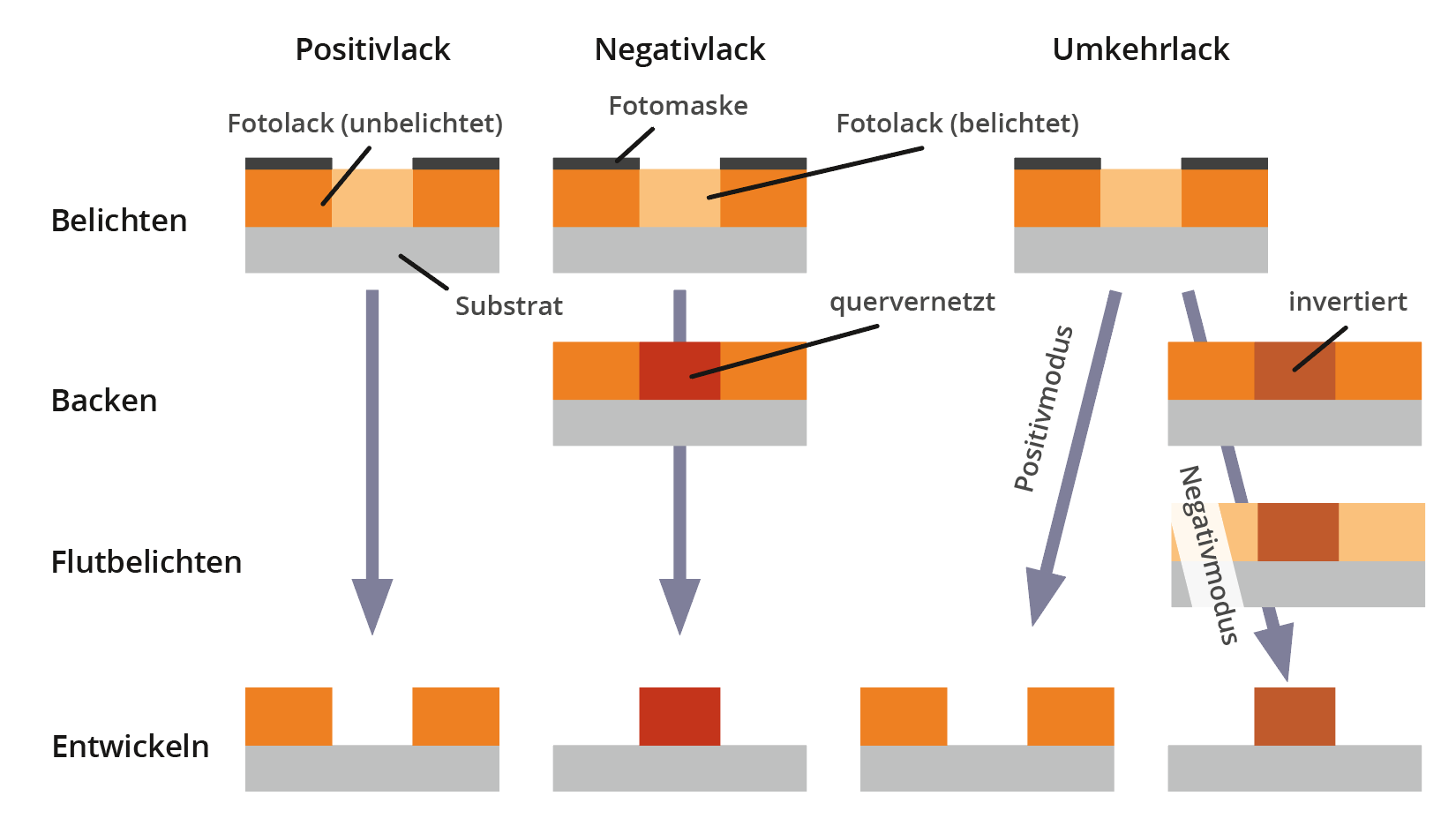
Die schematische Prozessfolge von der Belichtung (oben) bis hin zu den entwickelten Lackstrukturen (unten) bei der Prozessierung von Positivlacken (linke Spalte), Negativlacken (Mitte) und Umkehrlacken (rechts), letztere in beiden möglichen Modi. Die Besonderheiten bei den erzielbaren Lackprofilen bleiben in diesem Schema unberücksichtigt.
Geeignete Belackungstechniken
Aufschleudern ist die gängigste Methode der Beschichtung von Substraten mit Fotolack. Nahezu alle AZ® und TI Lacke sind hierfür optimiert und erlauben glatte und sehr homogene Schichtdicken. Die erzielte Lackschichtdicke ist proportional zur reziproken Wurzel der Schleuderdrehzahl und lässt sich daher für jeden Lack innerhalb gewisser Grenzen einstellen. Da der Randwall bei kleinen Schleuderdrehzahlen stärker ausgeprägt ist sollten zur Erzielung großer Lackschichtdicken jedoch entsprechend hoch-viskose Lacke wie der AZ® 4562 oder AZ® 10XT und geeignete Schleuderprofile eingesetzt werden.
Sprühbelacken erlaubt die Beschichtung auch stark texturierter Substrate. Für eine homogene
Lackschichtdicke, eine glatte Lackoberfläche und gute Kantenbedeckung ist ein optimierter Ansatz aus verschiedenen Lösemitteln mit unterschiedlichen Dampfdrücken erforderlich, wie Sie in den Sprühlacken AZ® 4999 oder TI Spray voreingestellt sind.
Tauchbeschichten ermöglicht eine sehr kostengünstige (hohe Lackausbeute!) Beschichtung auch großer, rechteckiger Substrate bis in den m2-Bereich. Für eine homogene Lackschichtdicke über die gesamte Substratfläche muss die Lösemittelzusammensetzung optimal eingestellt werden, wie es beim MC Dip Coating Resist der Fall ist.
Anwendungsgebiete der Fotolackmaske
Nasschemisches Ätzen setzt eine optimale Haftung zum Substrat voraus. Hierfür empfiehlt sich die AZ® 1500 Serie für Schichtdicken von 500 nm bis 3 µm, die AZ® ECI 3000 Serie für Lackschichten von 1-4 µm, oder die AZ® 4500 Serie für Schichtdicken bis einige 10 µm. Bei geringen Anforderungen an die laterale Auflösung ist der PL 177
eine preiswerte Alternative. Bei HF-haltigen Ätzen stellt oftmals die
Diffusion von HF durch die Fotolackmaske zum Substrat mit anschließendem
Abheben der gesamten Lackschicht das Hauptproblem dar. In diesem Fall
empfiehlt sich die Verwendung eines ausreichend dicken Lacks wie der AZ® 4562 oder AZ® 10XT.
Trockenchemisches Ätzen erfordert eine Lackmaske mit möglichst hohem Erweichungspunkt sowie senkrechten Lackflanken. Hierfür ist der AZ® 701 MIR 14CPS oder 29CPS für sehr hohe Auflösungsanforderungen optimiert. Der Lack beginnt erst ab ca. 130°C zu verrunden.
Dicklackprozessierung: Sind Lackschichtdicken über 5 µm erforderlich muss auf entsprechende Dicklacke wie dem AZ® 4562 oder AZ® 10XT, oder dem negativen AZ® 15nXT oder AZ® 125nXT
ausgewichen werden. Letzterer bietet neben senkrechten Lackflanken bis
ca. 10 µm Schichtdicke durch seine Quervernetzung auch eine
ausgezeichnete thermische Stabilität.
Lift-off Prozesse lassen sich mit unterschnittenen Lackprofilen, wie sie von Umkehrlacken wie dem AZ® 5214E (Lackschichtdicken 1-2 µm), dem TI 35ESx (3-5 µm) oder den Negativlacken AZ® nLOF 2000
(2-20 µm) erzielt werden können, am reproduzierbarsten durchführen. Bei
diesen Lacken ist zudem die thermische Stabilität ausreichend hoch um
ein Verfließen des Lacks während der Beschichtung zu verhindern. Falls
das Masken-Design einen Positivlack erfordert, sollten die Lackflanken möglichst senkrecht sein um deren
Beschichten zu verhindern bzw. verringern. Hierfür empfiehlt sich der
hochauflösende AZ® 701 MIR 14CPS oder 29CPS.
Die Galvanik stellt hohe Ansprüche an die Haftung und Stabilität der Lackmaske im Elektrolyten. Auf diese Eigenschaften optimiert sind die wässrig alkalisch entwickelbaren und nasschemisch strippbaren Negativlacke AZ® 15nXT (Lackschichtdicke 5-30 µm) und AZ® 125nXT (bis ca. 150 µm), welche mit den gängigen Substratmaterialien und Elektrolyten (für Cu, Au, NiFe, ...) kompatibel sind. Sollen Positivlacke eingesetzt werden, erlauben die Lacke der AZ® 4500 Reihe und der AZ® 10XT eine gute Haftung sowie senkrechte Lackflanken.
Lackschichtdicke
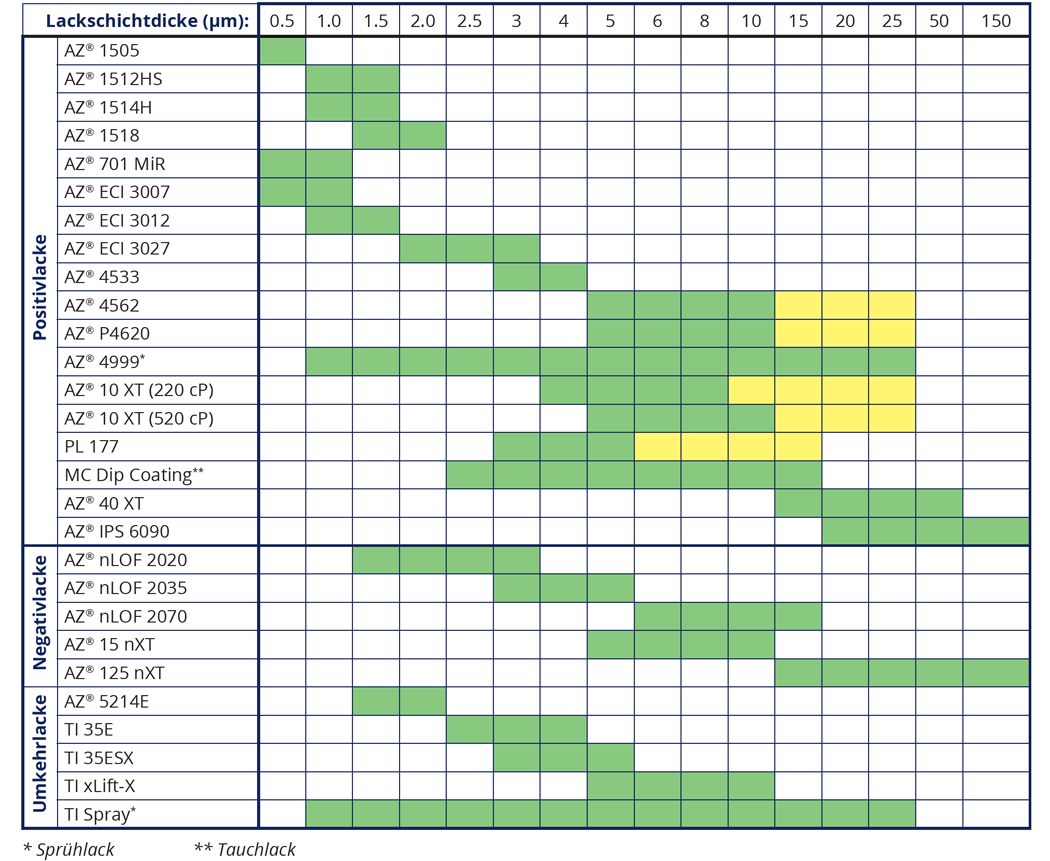
Viele für eine bestimmte Anwendung optimierten Fotolacke sind in
unterschiedlich eingestellten Viskositäten zur Erzielung eines großen
Lackschichtdickenbereichs verfügbar. Gewöhnlich bezeichnen die beiden
letzten Ziffern des Lacks die bei 4000 U/min (ohne Gyrset) erzielte
Lackschichtdicke in der Einheit 100 nm (in diesem Beispiel 3.2 µm). Die
Lackschichtdicke sinkt in guter Näherung mit der Quadratwurzel der
Schleuderdrehzahl (z. B. AZ® 4533:
4.0 µm ... 3.3 µm ... 2.3 µm bei 2000 ... 4000 ... 6000 U/min), so dass
mit einer bestimmten Viskosität die erzielte Lackschichtdicke in
Grenzen eingestellt werden kann. Sollen diese Grenzen erweitert werden,
ist eine andere verfügbare Viskositätsstufe empfehlenswert. Falls jedoch
mit einem bestimmten Lack der Schichtdickenbereich nach unten oder oben
erweitert werden soll, ist folgendes zu beachten:
Durch Verdünnen von hochviskosen Fotolacken mit PGMEA (= AZ® EBR Solvent) oder anderen geeigneten Lösemitteln wie Butylacetat oder Ethyl Lactat lassen sich grundsätzlich mit einem
Fotolack Prozesse mit verschiedenen Lackschichtdicken fahren. Es ist
dabei jedoch zu beachten, dass verdünnte Fotolacke – je nach Lacksystem
in unterschiedlichem Ausmaß - zu Partikelbildung neigen. Da die Partikel
selbst u. a. aus dem Fotoinitiator bestehen, ist die Performance des
Fotolacks auch nach einer Partikelfiltration eingeschränkt: Der
Dunkelabtrag steigt (unbelichteter Fotoinitiator = Inhibitor im
Entwickler), die Entwicklungsrate sinkt, d. h. der Kontrast des Lacks
nimmt ab. Bei Bedarf informieren wir Sie gerne zu Grenzen und Rezepturen
für die Verdünnung unterschiedlicher Lacksysteme.
Der Aufbau dicker
Lackschichten mit Dünnlacken ist aus zwei Gründen problematisch: Die
hierfür erforderlichen geringen Schleuderdrehzahlen erhöhen den
Randwall, und die bei Dünnlacken oft hohe Konzentration an Fotoinitiator
führt beim Belichten der aufgebauten dicken Lackschichten zu starker
N2-Bildung mit Blasenbildung oder/und Spannungsrissen zur Folge, bzw.
macht eine Durchbelichtung unmöglich.
Laterale Auflösung und Aspektverhältnis
Die theoretisch erzielbare laterale Auflösung hängt neben dem Fotolack selbst von dessen Schichtdicke ab. Unter optimalen Bedingungen erlauben hochauflösende Fotolacke wie der AZ® 701 MIR oder AZ® ECI 3007 bei i-line Belichtung (365 nm Wellenlänge) Strukturgrößen von ca. 300 nm.Neben der absoluten lateralen Auflösung kann auch das erzielbare Aspektverhältnis (Strukturhöhe zu -breite) ein Kriterium sein. Moderne Dicklacke wie der AZ® 10XT erlauben ein Aspektverhältnis von 6-10, bei entsprechend optimierter Prozessführung noch deutlich darüber.In der Praxis wird diese Auflösungsgrenze oftmals nicht vom Fotolack, sondern vom Equipment und der Prozessführung vorgegeben. Um die Möglichkeiten des verwendeten Fotolacks in die Praxis umsetzen zu können müssen neben den Belichtungsbedingungen (echter Kontakt zwischen Lackfilm und Maske ohne als Abstand dienende Partikel, Bläschen oder ein Randwall) die Softbakeparameter, die Belichtungsdosis und die Entwicklungsbedingungen (Art des Entwicklers, Konzentration und Entwicklungsdauer) optimiert werden.
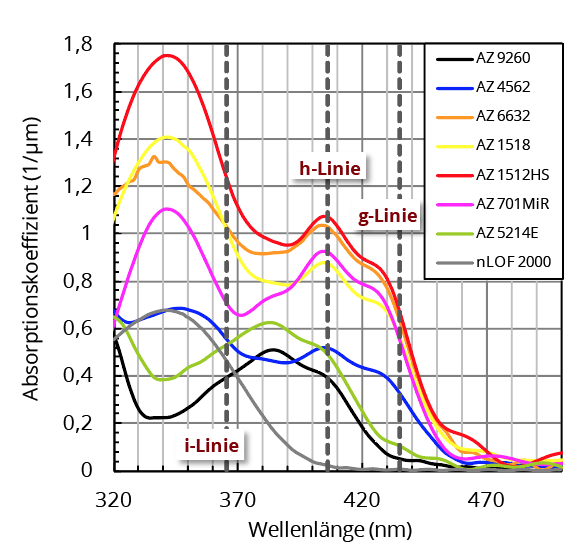
Spektrale Empfindlichkeit
Die optische Absorption und damit die spektrale Empfindlichkeit unbelichteten Fotolacks erstreckt sich ganz oder teilweise über den kurzwelligen sichtbaren bis in den nahen ultravioletten Spektralbereich und ist den g- (435 nm), h- (405 nm) und i- (365 nm) Linien der üblicherweise verwendeten Hg-Dampflampen angepasst. Daraus resultiert das typisch rötlich-bräunliche Erscheinungsbild bereits weniger µm dicker Schichten. Einigen Lacken wie dem AZ® 5214E oder AZ® 10XT fehlt die Absorption bei der g-Linie, die Negativlacke AZ® nLOF 2000, AZ® 15nXT und 125nXT sind nur im Bereich der i-Linie empfindlich. Beim Belichten von Positiv- und Umkehrlacken ändert sich die spektrale Absorption, die Lacke bleichen dabei bis ca. 310 nm Wellenlänge nahezu vollständig. Die Lacke PL 177, MC PC20 und AZ® 520 D sind für eine bessere visuelle Kontrolle der aufgebrachten Lackschicht zusätzlich eingefärbt.
FOTOLACK positiv, dick |
| AZ® 10XT (220CPS) Photoresist |
| AZ® 10XT (520CPS) Photoresist |
| AZ® 12XT-20PL-10 Photoresist |
| AZ® 12XT-20PL-15 Photoresist |
| AZ® 3DT-102M-15 Photoresist |
| AZ® 40XT Photoresist |
| AZ® 4533 Photoresist |
| AZ® 4562 Photoresist |
| AZ® 4999 Photoresist |
| AZ® IPS-6090 Photoresist |
| AZ® P4110 Photoresist |
| AZ® P4620 Photoresist |
| AZ® P4903 Photoresist |
| AZ® PL177 Photoresist |
Tauchlack |
| MC Dip Coating |
Leiterplattenlack |
| AZ® PL177 Photoresist |
Antireflexionsbeschichtung |
| AZ® Aquatar-VIII-A45 |
| AZ® Barli II 200 |
|
AZ® Barli II 90
|
Schutzlacke |
|
AZ® P4K-AP Coating |
FOTOLACK negativ |
| AZ® 125nXT-10B Photoresist |
| AZ® 15nXT (115CPS) Photoresist |
| AZ® 15nXT (450CPS) Photoresist |
| AZ® LNR-003 Photoresist |
| AZ® LNR-003 Photoresist dil. |
| AZ® nLOF2020 Photoresist |
| AZ® nLOF2035 Photoresist |
| AZ® nLOF2070 Photoresist |
| AZ® nLOF 2070 Photoresist dil.
|
| AZ® nLOF 5510 Photoresist |
Umkehrlack |
| AZ® 5209-E Photoresist |
| AZ® 5214-E Photoresist |
| TI Spray |
| TI xLIFT-X |
| TI 35 E |
| TI 35 ESX |
Sprühlacke |
| AZ® 4999 Photoresist |
|
TI Spray |
Fotolacke für Galvanik |
| AZ® 15nXT (115CPS) Photoresist |
| AZ® 15nXT (450CPS) Photoresist |
|
AZ® 125nXT-10B Photoresist |
|
AZ® 40XT-11D Photoresist |
|
AZ® 10XT (220CPS) Photoresist |
|
AZ® 10XT (520CPS) Photoresist |
|
AZ® IPS-6090 Photoresist |
Lacke für E-Beam |
| AZ® nLOF2070 Photoresist dil. |
Fotolack für Lift-Off |
| AZ® nLOF2020 Photoresist |
| AZ® nLOF 2035 Photoresist |
|
AZ® nLOF 2070 Photoresist
|
|
AZ® 5215-E Photoresist |
| TI 35 ESX
|















































